
Traditioneller Bootsbau
Der traditionelle Bootsbau basiert auf handwerklichen Techniken und materialgerechten Bauweisen, die über lange Zeiträume entwickelt und erprobt wurden. Insbesondere im Holzbootsbau sind präzise Ausführung, passende Verbindungen und ein Verständnis für die Eigenschaften des Werkstoffs entscheidend.
Arbeiten wie das Kalfatern von Plankennähten oder Decks, der Bau von Vollholzmasten oder das Nieten mit Kupfernägeln erfordern Fachkenntnis und sorgfältige Ausführung. Die folgenden Abschnitte erläutern grundlegende Verfahren und technische Zusammenhänge dieser klassischen Bau- und Reparaturmethoden.
Kalfatern
von Fiedrich Brunner
 Das Handwerkliche Wissen ist durch Überlieferung gewachsen. Zu den aussterbenden Berufen gehört auch der Schiffszimmerer und der Holzbootsbauer. Mit den letzten Meistern und Gesellen sinkt auch das Wissen mit ins Grab. So mag es gut sein, wenn diese Beschreibung etwas ausführlicher gerät. Im Übrigen gilt: „Übung macht den Meister.“
Das Handwerkliche Wissen ist durch Überlieferung gewachsen. Zu den aussterbenden Berufen gehört auch der Schiffszimmerer und der Holzbootsbauer. Mit den letzten Meistern und Gesellen sinkt auch das Wissen mit ins Grab. So mag es gut sein, wenn diese Beschreibung etwas ausführlicher gerät. Im Übrigen gilt: „Übung macht den Meister.“
Kalfatern nennt man das Abdichten der Plankennähte von Deck und Außenhaut.
Das Geschirr
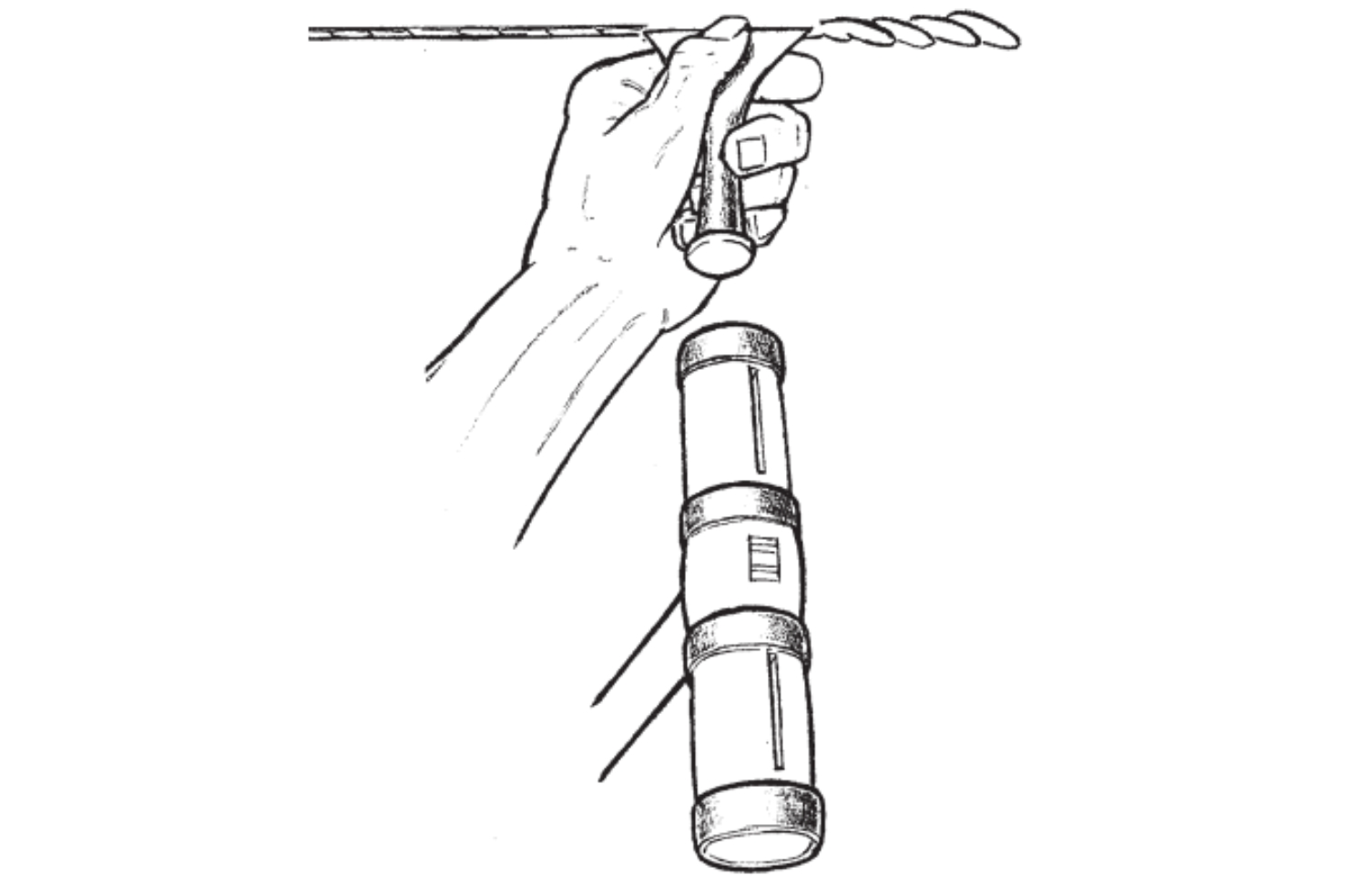
Der Kalfathammer ist aus exotischem Holz, z.B. Pockholz, Jacaranda. Man kann auch Weiß- oder Rotbuche nehmen. Er ist Walzenförmig, das Mittelteil ist etwas dicker als die Enden. Letztere sind mit eisernen Ringen, die Schmiegen haben, damit sie sich selbst aufziehen, gegen Aufspalten gesichert. Der in einer Bohrung steckende, runde Stiel hat oben eine knopfartige Verdickung. Er wird nach getaner Arbeit herausgenommen.
Die Kalfateisen haben die Form überbreiter Meißel. Der Schaft hat einen runden Querschnitt und einen Kopf. Das Schöreisen ist etwa so scharf wie ein Messer stumpf ist. Die Rabatte haben eine bis drei Rillen in der „Schneide“. Entsprechend werden sie erstes, zweites oder drittes Rabatt genannt.
Für an Aufbauten entlang laufende Nähte gibt es gekröpfte Kalfateisen, für Rundungen Rundeisen und für Butten schmale Butteisen. Der Spanjer hat eine schräge Sohle und wird zum Herausschlagen alten Wergs benutzt. Für breite Nähte großer Schiffe bedient man sich zum Wegschlagen des Wergs der auf einem langen Stiel sitzenden Klameieisen und der Klameikeule.
Der Pechlöffel ist so groß wie eine Göps, hat eine Art Tülle zum gießen und ist aus Kupfer weil man so die Tülle bei Bedarf formen kann und Kupfer die Hitze gut hält. Der Pechschraper hat ein dreiseitiges Blatt. Der Decks- oder Ossenhobel ist etwa so groß wie eine kleine Rauhbank. An jedem Ende ist waagerecht ein Stab hindurch geführt zum anfassen, denn er wird von zwei Mann bedient.
Der Kalfatschemel ist etwa 10 bis 15cm hoch. Die Kalfatbütt ist eine hochkante Kiste mit seitlicher Klappe und einer Grundfläche von 20 x 30cm und knapp Kniehöhe. In die Kalfatbütt kommt alles Kalfatgeschirr. Man kann sich darauf setzen oder sie auch als Sägebock benutzen.
Der Werkstoff
Das Werg fällt beim Hecheln des Flachses ab. Es wird in Holzteer getränkt und in Ballen geliefert, entweder lose oder in Lagen gepresst. Das Pech wird in Fässern oder Kanistern geliefert. Baumwolle wird als Faden im Knäuel oder Dokke geliefert und ist nicht imprägniert. Sie wird nur für feine Bootsnähte verwendet.
Das Kalfatern
 Die Arbeit beginnt mit dem Wergspinnen. Aus dem Wergballen wird das Werg gezupft und, indem man sitzt, auf dem Knie mit der flachen Hand zu einem knapp fingerdicken Draht gedreht. Der muss schön gleichmäßig sein und darf keine Verdickungen oder harte Teile enthalten. Dann wird der Draht zu einem Knäuel aufgewickelt.
Die Arbeit beginnt mit dem Wergspinnen. Aus dem Wergballen wird das Werg gezupft und, indem man sitzt, auf dem Knie mit der flachen Hand zu einem knapp fingerdicken Draht gedreht. Der muss schön gleichmäßig sein und darf keine Verdickungen oder harte Teile enthalten. Dann wird der Draht zu einem Knäuel aufgewickelt.
Die Nähte müssen trocken und sauber sein. Niemals über nasses Werg nachkalfatern!
Beim Kalfatern sitzt man auf dem flachen Kalfatschemel neben der Naht an Deck mit in Nahtrichtung ausgestreckten Beinen. Das Schöreisen wird in die ausgestreckte flache Hand gelegt und mit dem Daumen gehalten, also keine Faust bilden! Der Hammer wird ebenfalls nicht mit der Faust gehalten sondern der Daumen liegt auf dem Stiel auf, zwecks besserer Führung.
Der Schlag erfolgt mit lockerem Handgelenk. Keinesfalls schlagen, als ob man Nägel einhauen will! Das Hammergewicht macht es!
Nun wird der Draht nicht einfach längs in die Naht gelegt sonder in Buchten „angesetzt“. Hierfür sind die vielfach im Ausland benutzten breiteren Eisen nicht so gut geeignet wie unsere schmaleren deutschen, die kürzere Buchten abgeben und dadurch eine bessere Dichtung erreichen. Darauf wird der Draht mit dem Schöreisen „weggesetzt“ und anschließend mit dem Rabatt nachgegangen. Dieser Arbeitsvorgang wiederholt sich immer armlängenweise und zwar arbeitet man immer von sich weg. Man muss die Naht immer gleichmäßig füllen, so das es keine Berge und Täler gibt.
Damit die Sache besser flutscht, hat man eine leere Sardinendose mit etwas Werg und Maschinenöl dabei. Da hinein stippt man ab und zu das Kalfateisen.
Steht man vor der Außenhaut oder hockt man unter dem Boden, dann bindet man sich ein Stück Speckschwarte ans Handgelenk und fettet mit ihr hin und wieder das Eisen. Weil beim kalfatern das Deck aufgekeilt wird, muss man erst die gesamte Fläche mit einem Draht versehen haben, bevor man mit dem zweiten beginnt.
Ist das Knäuel aufgebraucht oder der Draht abgerissen, muss man den neuen Ansatz mit dem einliegenden Draht verbinden, sonst entstehen Fehlstellen.
Um Ecken, wie zum Beispiel Butten (das sind die stumpfen Plankenspitzen, die ins Leibholz eingelassen sind), ist der Draht herum zu führen. Man rechnet je Zoll Plankendicke einen Draht, mindestens aber zwei. In jedem Fall ist es besser dünnere Drähte und dafür lieber einen mehr zu nehmen.
Die Seiten der Decks- und Außenhautplanken sind auf ⅔ der Plankendicke angeschrägt. Das untere bzw. innere Drittel bleibt rechtwinklig. Dadurch entstehen die Nähte. Der erste Draht haftet ganz leicht in diesem rechtwinkligen Drittel, keinesfalls durchschlagen! Darauf muss man aufpassen!
So lange sich das Kalfatern wie „flopp“ anhört, staucht das Werg noch weg. Hört man ein tiefes „Bum“,, dann steht die Naht. Ein guter Zentimeter der Naht muss frei bleiben für die Aufnahme des Pechs. Kalfatern ist eine Sache des Gefühls. Das merkt man, wenn dünne Planken zu kalfatern sind, oder man es mit alten Schiffen zu tun hat. Bei denen kommt es des öfteren vor, das sich die Verbände gelockert haben, oder dass die Nähte aufgetrocknet sind. Dann muss man den Draht in ganz kurzen Buchten einsetzen und gut stauchen. Das erreicht man, indem man immer von sich weg arbeitet. Und mit Gefühl, mit Gefühl!
Deck und Außenhaut müssen nicht nur nachkalfatert werden, wenn man eine Leckage feststellt sondern auch, wenn das Pech im Laufe der Zeit verbröselt ist, oder das Werg sich aus den Nähten gearbeitet hat. Man nimmt dann Kalfathammer und passendes Rabatt und prüft, ob sich der Inhalt der Naht so weit wegstauchen lässt, das man einen Draht darüber legen kann. Ist platz genug vorhanden, schlägt man eine Lage darüber und verpecht neu. Sind die Nähte voll, etwa weil schon ein anderer diese glorreiche Idee hatte, wird die alte Kalfaterung mittels Spanjer oder „Rieter“ herausgeschlagen bzw. -gerissen. Der Rieter ist eine einfache Stange mit Griff und krummer Spitze.
Was macht man aber, wenn Nähte so weit offen liegen, dass man eine Mütze hindurch schmeißen könnte?
Der Berufsschiffer würde sein Schiff jetzt Abwracken, aber das haben wir bei unserer Nutzung noch nicht nötig. Man kann von Innen Nahtleisten vor nageln. In Nahtleistenbreite wird Bleiweis auf die Planken geschmiert (oder dicker Lack usw.), darauf ein dünner Streifen Teerfilz, Teerpappe oder Nesselstoff gelegt und die Nahtleisten ebenfalls eingeschmiert und dann genagelt. Man kann auch eine zweite Außenhaut aufplanken. Was man nicht darf ist ein Kunststoffüberzug!
Alte Decks, die sich auseinander gearbeitet haben, deren Nähte können mit Schmarting benagelt werden. Wenn möglich fräst oder stemmt man eine breite Nute in die Naht und nagelt dann Persenningstreifen darüber. Dazu verwendet man geschnittene Kupfernägel. Dieses Verfahren dürfte von Fischraum- und Binnenschiffslukendeckeln her bekannt sein. Man kann auch , wenn es nicht stört, die Streifen ohne Nute, also flach, darüber nageln. Diese Art wurde früher an der norddeutschen Küste selbst bei Neubauten angewandt.
Das Verpechen
Das Pech hat nur die Aufgabe die Naht zu verschließen, dass kein Werg heraus zunseln kann. Pech ergänzt sich mit Holz, weil es entgegengesetzt arbeitet.
Wir sprechen zwar von „Pick koken“, aber Pech darf keineswegs kochen, denn die Blasen, die sich dabei bilden, geben nach dem Erkalten Löcher. Das Pech muss sieden.
Der Pechkessel wird in der Nähe zu pechenden Fläche aufgestellt, denn das Pech erkaltet schnell. Die Naht soll gut gefüllt sein, aber möglichst nicht überlaufen. Darum tunlichst einmal vor- und dann nachgießen. Pech, das übersteht, wir nach einigen Tagen mit dem bekannten Pechschraper entfernt. Aber so, dass das Pech nicht ausbricht und auch das Holz nicht beschädigt wird. Sollte es notwendig sein, wird die Fläche mit dem „Ossen“ gehobelt, aber lange Züge! Nicht den Doppelhobel nehmen und aus Faulheit nur kleine Flächen putzen, das gibt Dellen und an Deck ewige Pfützen. Da leckt und fault es zuerst.
Kalfatern und vor allem das Pechen unter dem Boden ist schwierig. Früher wurden die Schiffe zu diesem Zweck am Ufer kielgeholt, d.h. auf die Seite gelegt. Um das Pech in diese Nähte „hinein zu zaubern“, schlugen sich die Schiffszimmerleute einen Pint aus dünnem Tauwerk (vom Segelmacher zeigen lassen und versuchen selbst zu machen). Mit diesem Pint wurde das flüssige Pech in die Nähte gestrichen. Man kann die Nähte auch Kitten. Dann müssen sie mit Firnis vor gestrichen werden und selbstverständlich trocken sein. Auf die von der Chemie entwickelten modernen Dichtungsmittel wird an dieser Stelle nicht näher eingegangen. Wir sollten unseren alten Schiffen das geben, was sie gewöhnt sind.
Wer sein Leben lang Schluck und Bier getrunken hat, der schlabbert auf seine alten Tage nicht Coca Cola oder Fanta!
Was bisher gesagt wurde, gilt auch für Boote, nur nimmt man, weil die Nähte feiner sind, Baumwollfäden und verschließt mit Kitt. Höchstens für die Kielsponung nimmt man Werg. Auch lässt man den Kalfathammer bei Seite und schlägt mit dem runden Holzhammer, nicht mit dem eckigen Kloppholz!
Un nu kann´t dorbi gahn! Ober mit Gefeuhl segg ik Jo!
Fiedrich Brunner
Der Bau von Vollholzmasten
von Joachim Kaiser
- Entwurf und Bemaßung
- Auswahl und Beschaffenheit des Holzes
- Das benötigte Werkzeug
- Vom Baumstamm zum Vierkantholz
- Vom Kantholz zum Rundholz
- Feinarbeiten und Pflege
Der Bau eines Mastes aus Vollholz
Form und Abmessung der Masten von verschiedenartigen Segelschiffstypen können sehr variieren, auch wenn die Abweichungen sich immer in bestimmten Grenzen halten. Neben typbedingten Unterschiedlichkeiten spielt auch immer die Zweckbestimmung und das Einsatzgebiet des einzelnen Schiffes eine Rolle. Schiffe, die überwiegend in windarmen Gebieten operieren, waren immer höher bemastet als Schwerwetterfahrzeuge; eine leichtgebaute Kutteryacht hat immer wesentlich leichtere Rundhölzer als ein Fischerfahrzeug gleicher Größe, an dessen Mast die vollen Netzsäcke aus dem Wasser gehievt werden müssen. Extreme Stärken erreichen die Rundhölzer zum Beispiel bei den Rettungskuttern Colin Archers: Diese Schiffe dienten dazu, gegen ablandigen Sturm mit 3 - 4 Nordlandbooten im Schlepp aufzukreuzen bis unter den Schutz der Küste. Auch haben Flachbodenschiffe mit ihrer hohen Anfangsstabilität meist stärkere Masten als gleichgroße Kielschiffe, die weicher auf den Winddruck reagieren.
Während die Masthöhe letztlich von Schiff zu Schiff unterschiedlich ist, läßt sich über die Stärke schon genaueres sagen. Man geht hier aus von der Schiffsbreite B und errechnet die größte Dicke des Großmastes (d) aus folgender einfacher Formel:
(B x 6) x 100 = d.
In Worten: Man multipliziert die Schiffsbreite in Metern mit 6 und erhält die Maststärke in Zentimetern. Mehr als ein Richtwert ist diese Formel nicht; entsprechend den oben aufgeführten Anforderungen und Eigenschaften kann die Maststärke von diesem Formelwert abweichen. Bei den heute noch segelnden alten Schiffen, die ja alle nicht mehr arbeiten unter authentischen Bedingungen, braucht man diesen Wert kaum überschreiten, eher unterschreiten. So kann man für einen Klappmast, dessen Untermast pfahlförmig und fast ohne Laibung gebaut ist, vom Faktor 6 bis auf 5,5 hinuntergehen. In welchem Verhältnis geringe Unterschiede der Durchmesser zu entsprechenden Differenzen der Querschnittsflächen (und damit der Bruchfestigkeit) stehen, sei hier an zwei kurzen Beispielen gezeigt:
Die Flächendifferenz zwischen einem 20- und einem 22-Zentimeter-Mast beträgt 66 cm², welche wiederum einem Unterschied von 22% entspricht. 66 cm² wäre die Querschnittsfläche eines Rundholzes von 9,2 cm Durchmesser! Wenn ein Mast doppelt so stark - von der theoretischen Bruchfestigkeit her - sein soll wie z. B. der von 20 cm Durchmesser, so müßte er 28,3 cm dick sein (und nicht 40 cm). Die Formel für die Berechnung einer kreisrunden Fläche lautet F= r ² x 3,14.
Bei der Bemaßung anderer Rundhölzer (Bäume, Gaffeln, Rahen) geht man von folgender Formel aus:
Baumlänge in Metern x 2 - 2,2 = größter Durchmesser in Zentimetern.
Da solche Rundhölzer üblicherweise eine stärkere Laibung haben als ein Pfahlmast, kann der Durchmesser an den Baumenden bis zu 30 % geringer sein. Für den Baum wählt man das stärkere Ende dabei zur Nock hin nach achtern, während die Gaffel ihr stärkeres Ende an der Klau hat.
Zuletzt haben noch die Güte und Sorte des Holzes Einfluß auf die Dickenmaße. Ein Fichtenmast sollte ruhig etwas dicker sein als ein Lärchen- oder Kiefernmast. Ist man dagegen in der glücklichen Lage, Pitch-Pine oder Oregon verarbeiten zu können, so können alle Dicken um 10% geringer genommen werden gegenüber den üblichen Nadelhölzern.
Auswahl und Beschaffenheit des Holzes
Die Wahl der Holzart wird sich fast immer nach den in der Nähe verfügbaren Sorten richten müssen, da der Transport einzelner langer Stämme über längere Strecken teurer werden kann als das Holz selbst.
In Frage kommen in unseren Breiten für gewöhnlich Fichte, Tanne, Kiefer, Lärche, Douglasie.
Hätte man all diese Sorten zur Auswahl, so wäre es schwer zu sagen, welches Holz man am besten nehmen sollte. Eine ebenmäßig gewachsene Lärche ist sicherlich ein sehr gutes Mastholz, ist in größeren Abmessungen jedoch nicht einfach zu bekommen. Japanische (schnellwachsende) Lärche soll man nicht nehmen, sondern nur europäische. Probleme gibt es mit manchen Lärchen wegen ihrer Neigung zum Drehwuchs - manche frisch verarbeiteten Stämme, und nicht nur Lärchen, drehen sich beim Trocknen so weit auf, daß der Topp später bis zu 20° aus der Schiffsmitte herauszeigen kann! Dies soll bei der Douglasie nicht so leicht passieren, deren Holz auch sonst gern genommen wird, besonders für extrem hohe Masten. Kiefernhölzer können untereinander recht unterschiedlich sein; eine gute Sorte ergibt jedenfalls einen sehr schönen Mast. Beim Tannenholz soll es gelegentlich Schwierigkeiten mit toten Knästen geben. Am einfachsten und billigsten zu bekommen ist das Fichtenholz, das in seiner Fähigkeit sogar manchem anderen Nadelholz überlegen und zudem eine der leichtesten Holzarten ist. Auf Grund ihres geringeren Harzgehalts ist die Fichte von geringerer Wetterbeständigkeit als die anderen Nadelhölzer, aber hier kommt es doch sehr auf den einzelnen Baum und auch auf die Pflege des neuen Mastes an. Mangelhafte Pflege- und Behandlung besonders in den ersten zwei Jahren kann auch den besten Pitch-Pine-Mast frühzeitig ruinieren.
Übrigens hat gerade Pitch-Pine als Holz von hervorragender Wetterbeständigkeit eine Tücke: Über längere Zeiträume reagiert es empfindlich auf Luftabschluß in Verbindung mit Feuchtigkeit und Druck sowie auf die Berührung mit unverzinktem Eisen. So sind alte Pitch-Pine-Masten für gewöhnlich im Mastkragen rundherum angegangen, können unter der Oberfläche zu faulen anfangen um Hackbolzen (Lümmelbeschläge!) herum, unter Bolzenplatten und breiten Beschlägen, während alle sichtbaren Partien noch im allerbesten Zustand sind.
Wichtig bei der Auswahl eines Baumes ist vor allem der Boden, auf dem er wächst, sowie auch seine nähere Umgebung. Niemals soll man Bäume nehmen, die in sumpfigen, morastigen Gegenden gewachsen sind - jede Art von schnellem Wachstum wirkt sich nachteilig auf Elastizität und allgemeine Holzqualität aus. Schnellwachsende Bäume haben große Abstände zwischen den Jahresringen und sind besonders in Sumpfgegenden anfällig für Stammfäulnis und Baumkrankheiten. Je langsamer ein Baum gewachsen ist, desto besser ist sein Holz. Deshalb sollte man seinen Mast aus einem Wald mit steinigem oder lehmigem Untergrund holen. Die Niederländer zum Beispiel, auf deren durchfeuchteten Böden keine vernünftigen Hölzer wachsen können, bevorzugen als Importware Tannen und Kiefern aus Norwegen oder dem Spessart; nordische Fichte mit ihren engstehenden Jahresringen zählt zu den besten Hölzern für einen Mast.
Einfluß auf den Wuchs hat auch die nähere Umgebung des Baumes. An steilen Hänge neigen die meisten Bäume zum Krummwerden, was übrigens auch an Waldrändern vorkommen kann. Die schlanksten, ebenmäßigsten Bäume findet man stets mitten im Forst zwischen annähernd gleichhohen Bäumen. Einzeln stehende oder alles überragende Bäume sollen außerdem anfälliger sein für Drehwuchs, den man bei vielen Baumsorten am Rindenverlauf erkennen kann. In jedem Falle sollte man das Aussuchen nicht ohne einen erfahrenen Holzarbeiter oder Förster vornehmen, der sich mit seinen speziellen Baumsorten besser auskennt.
Man wird zuerst auf der Suche nach geradem Wuchs und ausreichendem Fußdurchmesser sein. Ob ein Baum etwas krumm ist, merkt man sofort, wenn man den Kopf an die Rinde legt und am Stamm entlang peilt (was auch später bei der Bearbeitung die beste Kontrolle ist). Zur Feststellung der Höhe bedienen sich viele Förster eines Winkelmeßgeräts, das wie ein einfacher Sextant arbeitet; schwieriger zu beurteilen ist es meist, ob ein Stamm, der ausreichende Länge und am Fuß genügende Stärke aufweist, auch oben im Bereich des zukünftigen Topps genügend Fleisch hat.
Gerade an dieser Stelle werden aber die meisten Fehler gemacht. Laien neigen dazu, Stämme nach der gewünschten Stärke des Mastes in Augeshöhe auszusuchen – unweigerlich wird dann der Masttopp zu dünn, ein Fehler, der anschließend nicht mehr korrigierbar ist. Ebenso verkehrt ist das andere Extrem - nämlich aus lauter Angst einen viel zu dicken Stamm kaufen zu wollen.Eine Hilfe beim Aussuchen des geeigneten Stammes im Wald ist die alte Faustformel der Förster:
Pro Meter Höhe nimmt der Durchmesser des Stammes um etwa 1 Zentimeter ab.
Die meisten Nadelhölzer - und besonders die Fichte - haben dicht unter der Rinde ihre größte Zähigkeit, während das Kernholz relativ leicht bricht; das Mark ist von erheblich geringerer Längsfestigkeit. Man würde also das Beste herunterhobeln von einem viel zu dicken Stamm. Gerade wenn man einen Klappmast bauen will, der unten in einen Vierkant mündet, ist man immer versucht, einen viel zu dicken Stamm zu wählen, indem der Vierkant noch voll enthalten ist. Im Interesse eines elastischeren Mastes und einer einfacheren Bearbeitung sollte man im Zweifelsfall jedoch lieber einen geringeren Durchmesser wählen und die fehlenden Ecken des Vierkants später aufleimen. In jedem Falle ist immer der Stamm der beste, vom dem am wenigsten heruntergenommen werden muß. Zu achten ist auch darauf, ob der Stamm wirklich rund ist (außer ganz unten am Fuß). Liegt bei dem zukünftigen Mast der Kern nicht richtig in der Mitte, so kann es beim allmählichen Auftrocknen böse Verformungen geben. Auch sollte man - der vielen Knäste wegen - mit dem zukünftigen Topp nicht zu weit in die Krone des Baumes hineingeraten.
Viel geredet hat man schon über den besten Zeitpunkt zum Fällen des Baumes. So war schon von winterlichen Vollmondnächten die Rede, oft heißt es auch, geschlagen werden sollte nach dem zweiten Frost bei Wintereinbruch. Richtig ist sicher, daß die Monate November bis Ende Februar sehr günstig sind, weil dann alle Säfte im Baum zur Ruhe gekommen sind. Doch man weiß auch von Sommer geschlagenen Bäumen, an denen nichts Nachteiliges beobachtet wurde. Früher, als die Leute mehr Zeit hatten und weiter voraussahen, hat man oft den ausgewählten Stamm zum Absterben gebracht, ohne ihn zu fällen, und ließ ihn bis zu zwei Jahre im Wald stehen zum Austrocknen. Man erreichte dies, indem man gut über dem Boden einen breiten Streifen Rinde rund um den Stamm entfernte, oft auch zusätzlich einen Streifen unter der Krone, womit der Safttransport zum Erliegen kommt.- Erwähnt sei hier noch eine in Vergessenheit geratene Methode, den Harzgehalt eines Baumes vorm Fällen erheblich zu erhöhen:
Die Bäume, aus denen die Wikinger ihre noch heute erhaltenen hölzernen Stabkirchen bauten, wurden ein Jahr vorm Fällen so weit entastet, daß nur ganz oben noch ein kleines Tannenbäumchen ("Pinsel") stehen blieb. Dieses hielt den Baum eben und eben noch am Leben, und innerhalb eines Jahres setzte sich im Stamm eine bedeutende Menge an Harz ab. Über neuere Versuche mit dieser alten Methode ist mir nichts bekannt; es wäre ja hochinteressant zu erfahren, ob man auf diese Weise die Qualität seines zukünftigen Mastes verbessern kann.
Bevor der Baum gefällt ist, läßt sich letztlich nur wenig darüber sagen, ob er wirklich fehlerfrei gewachsen ist. Erst beim Beschauen beider abgesägter Stammenden sieht man, ob er frei von Rot- oder Blaufäule ist, welche Tönung und wie starken Geruch das Holz hat (was Aufschluß über den Harzgehalt geben kann). Ebenso viele Diskussionen wie über den richtigen Zeitpunkt zum Schlagen werden darüber geführt, was mit dem frisch geschlagenen Stamm am Besten zu machen sei. Früher schwörten viele darauf, die Masthölzer für etwa zwei Jahre ins Wasser zu legen, am liebsten in langsam strömendes Süßwasser. Damit wurde ein Ausspülen der grünen Säfte aus dem frischen Holz erzielt. Daß diese Behandlung optimal ist, bestreitet heute niemand; viele Schiffbauer meinen aber, daß sie nicht nötig sei.
Wer aber so weit vorausplanen kann, sollte sich seine Rundhölzer so frühzeitig wie möglich besorgen und sie ablagern lassen, egal ob trocken oder naß. Läßt man seine Stämme schwimmen, so sollten sie nur gelegentlich gedreht werden. Bei der Trockenlagerung muß man schon etwas mehr Obacht geben:
- Der Stamm muß auf drei bis vier Böcken ohne Durchbiegung liegen,
- ...darf nicht der prallen Sonne ausgesetzt sein
- ...und auch nicht dem Wind, da er sonst beim Trocknen zu sehr reißt.
Im Schuppen oder hinterm Schuppen, abgedeckt von einer Plane oder Teerpappe, die unten ruhig offen sein kann, trocknet der Stamm am gleichmäßigsten aus. Die Rinde wird erst beim Beginn der Bearbeitung entfernt. Ebenso schädlich wie Temperatur- und Feuchtigkeitsstürze ist das Liegen auf dem Boden. Dies ist das sicherste Mittel, Blaufäule und anderen Befall in den Stamm zu bekommen.
Das benötigte Werkzeug
Zum Entfernen der Rinde braucht man einen Rindenhobel oder ein ähnliches Gerät; die locker sitzende Rinde abgelagerter Stämme läßt sich auch mit einem breiten Stecheisen abhauen. Zum Glattmachen grober Aststümpfe und der Ausfaltungen am Fuß benötigt man eine scharfe, handige Bügelsäge (Schwedensäge). Mit ihr kann man auch die ersten groben Flächen herausarbeiten, indem man alle halbe Meter den Stamm bis gut vor die zukünftige Fläche einsägt und dann mit einem starken Stechbeitel (Stemmeisen) oder einem Dechsel (s.u.) das Holz zwischen den Sägeschnitten abspaltet. Einen starken Stechbeitel nebst (hölzernem) Beitelhammer hat man für alle möglichen Holzarbeiten ohnehin zur Hand.
Dem weniger erfahrenen Selbstbauer sei geraten, die groben Vorarbeiten lieber hiermit durchzufahren und auf Dechsel oder Flachbeil zu verzichten. Der Dechsel ist eine Art Axt mit querstehender Schneide; er dient hauptsächlich zum Abputzen grober Unebenheiten, Schmiegen etc. Mit der scharfen Schneide hackt man ein Stück ins Holz (oder auch ins eigene Schienenbein) und bricht durch Drücken auf den langen Stiel einen Span heraus (oder den Stiel ab). Am Bequemsten arbeitet es sich mit dem Dechsel, wenn man das Werkstück unter sich zwischen den Beinen hat.
Unkundige seien eindringlich vor diesem Werkzeug gewarnt.
Harmloser, aber heute ziemlich unbekannt ist das Flachbeil - eigentlich ein normales Beil, nur daß seine eine Seite ganz flach gearbeitet ist (am Heft). Mit dem Flachbeil lassen sich senkrecht stehende Flächen gut bearbeiten, wenn man über ihnen steht.
Heutzutage ist das wichtigste Werkzeug jedoch der elektrische Handhobel. Bei seinem Kauf sollte man nicht zu kleinlich sein und sich ein Gerät zulegen, das sich nicht auf halber Strecke auflöst in warmes Plastik. Ein Paar Reservemesser (HSS) sollte man dabei haben und - besonders wichtig - einen Ohrenschutz. Für die Feinarbeit kann man einen Bandschleifer gut gebrauchen. Wer allerdings mit einer Flex (Winkelschleifer) gut umgehen kann, kommt mit Gummiteller und Schleifscheiben unterschiedlicher Körnung auch recht weit. Für die Nacharbeit würde dann ein Schwingschleifer genügen können. Wichtigstes Meßwerkzeug ist das Dickenmaß (Außentaster). Dieses Gerät beschreibt man am besten als einen Stechzirkel mit nach innen gebogenen Schenkeln. Die Schenkel klappt man über der nachzumessenden Stelle des Stammes zusammen und mißt mit dem Zollstock zwischen den Spitzen des wieder abgezogenen Zirkels die Dicke aus. Bei kleineren Durchmessern kann man auch eine große Schublehre benutzen; ansonsten aber ist das Dickenmaß unersetzlich und für diese Arbeit unentbehrlich.
Zum Anzeichnen und Kontrollieren schließlich ist eine feste dünne Schnur notwendig. Der klassische Schnurschlag mit Kreide funktioniert beim Mastbau nicht immer so richtig, da der Kreidestrich auf dem hellen, feuchten Holz schlecht sichtbar ist und keinen Bestand hat. Man kann statt dessen Zeichenkohle (Holzkohle) nehmen, oder einen festen, dicken Filzstift bzw. Zimmermannsbleistift.
Vom Baumstamm zum Vierkantholz
Nach dem Aufbocken und Entrinden wird der Mast von allen Seiten vorsichtig glatt gehobelt, bis alle gröberen Unebenheiten verschwunden sind. Anschließend macht man sich mit Auge und Schnur erst einmal ein Bild davon, wie der Stamm nun eigentlich genau gewachsen ist - deutlicher gesagt:
Wie krumm er wirklich ist und wo die einzelnen Krümmungen sitzen.
So lange er nur in einer und nicht in mehreren Richtungen krumm ist, kann man sich solche Fehler häufig sogar zu nutze machen. Denn säulenhaft-symmetrisch werden eigentlich nur Stenge-Untermasten und Besanmasten gebaut, während die Großmasten bei den Kleinfahrzeugen Mittel- und Nordeuropas überwiegend krumm geformt waren. Und zwar arbeitete man stets den Topp des Großmasts auf seiner Hinterseite ab, so daß der Mast ein nach vorne gebeugtes Aussehen erhielt. Da die oberste Mastpartie zur Hauptsache die starken Zugkräfte des Piekfalls aufzufangen hatte, war dies die logische Form. Dieses nach vorne gebeugte Aussehen wurde nach und nach so zur Mode unter den kleinen Seglern, daß die Werftleute den Schiffern ihre Masten zuletzt gar nicht mehr krumm genug bauen konnten. Krumm waren die Steckmasten auch meist unter Deck; auch hier war meist die Hinterseite etwas heruntergearbeitet. Unter Deck jedoch hat man völlig freie Hand. Wichtig ist, lediglich, daß der Stamm in der zukünftigen Querschiffsrichtung keine nennenswerten Krümmungen hat, da es später mit Sicherheit zu Verwerfungen kommt, wenn man diese abarbeitet. Längsschiff-Verwerfungen fallen bei der gebeugten Statur eines Großmastes entweder nicht auf oder verstärken sein charaktervolles Aussehen.
Hat man sich einmal entschieden, welche Seite einmal nach vorn zu stehen kommen soll, so bockt man den Mast auf mit dieser Seite nach oben und richtet ihn genau aus. Beim Anzeichnen der beiden Stammenden geht man zunächst von einer rundherum symmetrischen Statur aus und versucht, oben und unten jeweils ein Quadrat anzuzeichnen, dessen Kantenlängen dem zukünftigen Mastdurchmesser entsprechen. Dabei sollte stets der Kern des Stammes auch im Mittelpunkt des Quadrats liegen. Da diese erste Figur noch keine Laibung enthält und das umzeichnete Quadrat des Mastdurchmessers mit seinen Ecken über den Stamm herausläuft, muß man hier seine Vorstellungskraft etwas zu Hilfe nehmen. So lange sich aber überhaupt noch vier möglicherweise recht schmale Flächen bei Zuhobeln dieser Vierkant-Säule ergeben würden, ist alles in Ordnung.
An dieser Stelle kommt es nun oft zu Abweichungen von den ursprünglich vorgesehenen Maßen. Ist der Stamm doch etwas zu dünn - besonders im Topp - oder so unglücklich gekrümmt, daß man die vorgesehenen Durchmesser nicht erreichen kann, so heißt es noch mal gut Überlegen. Doch solange man sich innerhalb der oben genannten Toleranzgrenzen bewegt, braucht man nicht gleich wieder in den Wald zu laufen.
Voraussetzung ist natürlich eine wirklich gute Holzqualität. Ist der Mast andererseits in der Planung dünner, als es nach dem vorliegenden Stamm nötig ist, so sollte man ruhig ein paar Zentimeter mehr stehen lassen (wobei natürlich bedacht sein will, daß sich eine Überstärke auf Windwiderstand und Kopflastigkeit auswirkt.
Hat man sich überzeugt, daß der Stamm in etwa das hergibt, was man vom ihm erwartet, so wird vorsichtig die erste Fläche angearbeitet. Unter häufigem Messen arbeitet man sich, immer wieder mit Schnur und Auge kontrollierend, bis an die schnurgerade Oberfläche heran (wir reden hier nicht von extrem krummen Masten).
Dann wird der Mast um 180° gedreht, so daß seine spätere Achterkante bearbeitet werden kann. Mit grobem Werkzeug und ohne genau auf den Millimeter zu achten, wird jetzt diese Seite geputzt ohne Berücksichtigung der Laibung. So kann man nun auch mit den beiden übrigen Seiten verfahren, bevor man sich mit den Kurven befaßt, oder man arbeitet die Rückseite gleich zu auf ihre endgültige Laibung. Der ganze mittlere Teil des Mastes, der ungefähr dem Heiß der Gaffelklau entspricht, hat ohnehin kaum Laibung, verjüngt sich also gleichmäßig und geringfügig, so daß hier auch mit der Schnur gearbeitet werden kann. Zum Heraus-arbeiten der Laibung entnimmt man in Abständen von 0,5 - 1,0 m die Dickenmaß aus dem Aufriß, zeichnet sie seitlich an oder schlägt die Holzoberfläche entsprechend weit mit dem Stecheisen ein. Das Abarbeiten erfolgt nach Auge; wer unsicher ist, soll sich einer Straklatte bedienen, mit dere Hilfe Ungleichmäßigkeiten sogleich aufgedeckt werden können.
Hat man erst die Rückseite heruntergearbeitet, so wird per Schnurschlag die Mitte markiert und nach beiden Seiten hin der Verlauf der Seitenflächen angezeichnet, auf der Vorder- und der Rückfläche. Diese werden ebenfalls heruntergearbeitet bis an den Strich und alle Flächen, die unbedingt rechtwinklig zueinander stehen müssen, fertig geschlichtet. Das Resultat ist nun ein (nicht überall vollkantiges) Vierkantholz mit Laibung.


Vom Kantholz zum Rundholz
Als nächste Maßnahme muß man einen oder zwei der Mastböcke so umrüsten, daß der Mast auf seinen hohen Ecken oder später als Rund sicher liegen kann. Man erreicht dies zum Beispiel durch zwei gekreuzte Bretter oder durch einen Auflagebalken mit V-förmigem Ausschnitt. Doch bevor der Vierkant auf die hohe Ecke gestellt wird, beginnt ein langwieriges Anzeichnen. Zuallererst wird auf allen vier Flächen die Mittellinie markiert, auf den geraden mit Schnurschlag, auf den Seiten mit Schnur und Latte.
Um vom Vierkant zum Achtkant zu kommen, trägt man nun an beliebig vielen Punkten aller vier Flächen ein Maß ab, das mit einer Faustformel im Kopf zu errechnen ist. Und zwar mißt man an dem Punkt, den man markieren will, per Dickenmaß den Mastdurchmesser d (=Kantenlänge des Vierkants). Diesen in Zentimetern abgelesenen Wert nimmt man mal zwei und trägt ihn in Millimetern zu beiden Seiten der jeweiligen Mittellinie ab. Hat man dies auf allen vier Flächen getan und verbindet die neuen Punkte untereinander durch Abhobeln der Ecken, so erhält man mit hinreichender Genauigkeit ein regelmäßiges Achteck. Zweckmäßig ist es, alle vier Seiten nacheinander anzuzeichnen und die Linien gut sichtbar durchzustraken, so daß man hinterher ununterbrochen hobeln kann, ohne zwischendurch durch geistige Arbeit abgelenkt zu werden. Beim Schlichten der Achtecksflächen sollte man nicht zu ungenau vorgehen und das Resultat hier und da kontrollieren - ob nämlich die Flächen rundherum gleich breit sind. Die Faustformeln, nach denen hier gearbeitet werden, haben nämlich die Tücke, auf die Richtigkeit der vorhandenen Flächen aufzubauen. Hat man schon ganz am Anfang Ungleichmäßigkeiten übersehen (falsche Winkel, unterschiedlich breite Flächen), so erzielt man hinterher trotz Einhaltung der Regeln womöglich einen eiförmigen Mastquerschnitt.
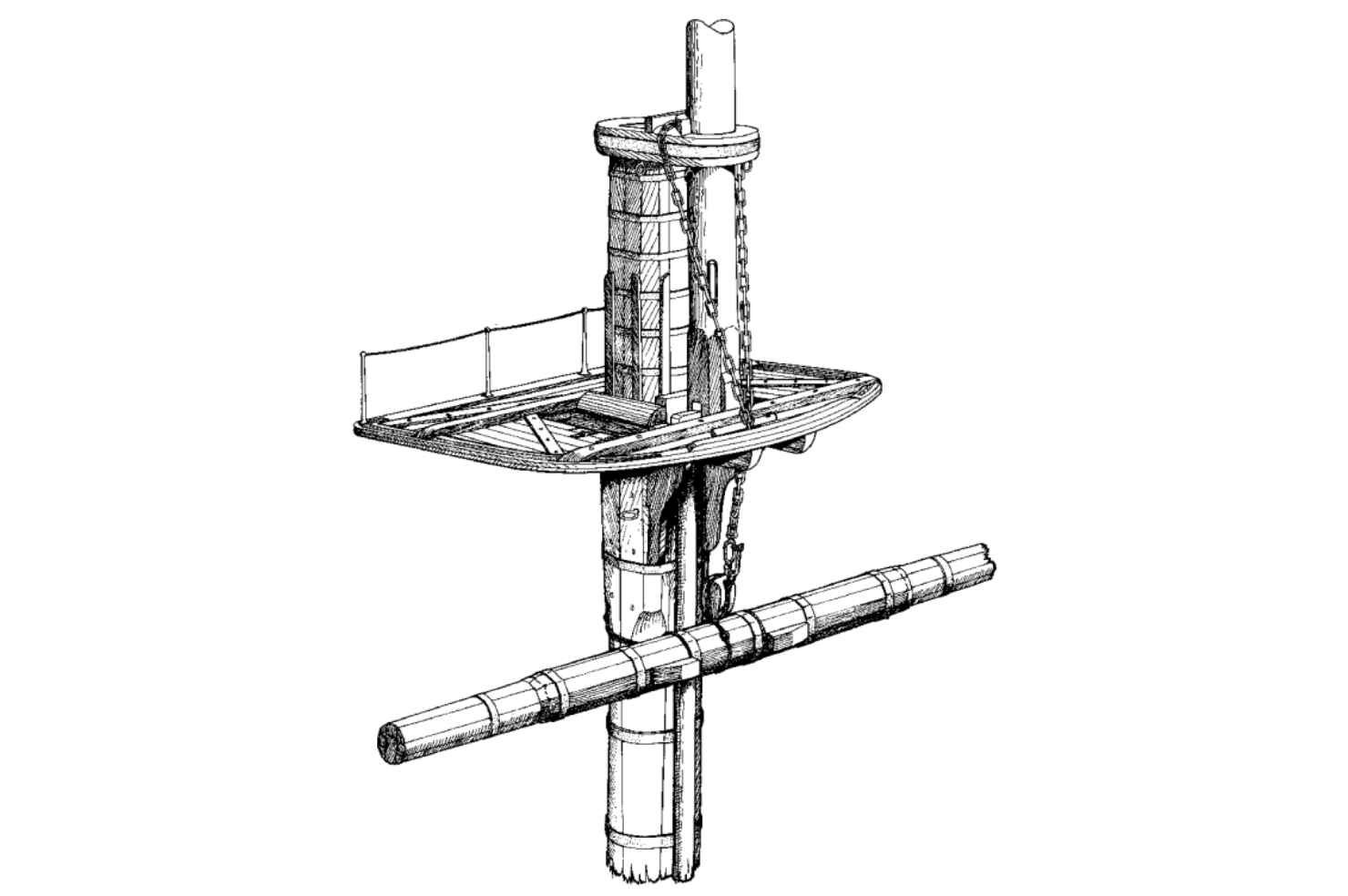
Der Weg zum Achteck ist insofern etwas schwieriger, als an einer Stelle - beim Klappmast sogar an zwei - der Vierkant stehen bleiben muß, so daß man nicht mehr so gut mit dem Auge am Mast entlangpeilen kann. Jeder Mast bleibt in Höhe der Wantauflage (Hummer, Eselshaupt) kantig, damit hier die Mastbacken (Kälber) gehörig befestigt werden können. Zur Unterseite hin geht der Vierkant weich in das Rund über, nach oben hin gibt es einen scharfen Absatz, der später durch die Wantkissen ausgefüllt wird. Der Klappmast bleibt im Bereich des Kokers kantig; der Vierkant läuft direkt über den Koker weich aus zum Rund.
Bei kleineren Durchmessern, fast immer also bei den Rundhölzern, kann man den Achtkant nach Augenmaß rund zuarbeiten (bei günstigen Ausgangsdurchmessern und einigem Geschick wird man manchmal das kantige Zwischenstadium ganz übergehen). Große Durchmesser aber erfordern noch das Sechzehneck, wenn das Endresultat wirklich rund werden soll. Wieder nimmt man seinen Außentaster (Dickenmaß), Zollstock, Schnur und Stift zur Hand und markiert auf allen acht Flächen den Verlauf ihrer Mittellinie. Von dieser wird an beliebig vielen Punkten per Faustformel der folgende Wert nach beiden Seiten hin abgetragen:
Man mißt den Durchmesser des Stammes (d) in Zentimetern und trägt ihn in Millimetern nach beiden Seiten ab. Aus der Verbindung der nebeneinanderliegenden Punkte bzw. Linien ergibt sich ein (einigermaßen) regelmäßiges Sechzehneck. Die Breite seiner Flächen ist ziemlich genau die halbe Flächenbreite des Achteckes, doch sollte man diesen Zusammenhang nicht zum Abtragen der Werte benutzen, an diesem Punkt würden sich vorhandene Ungenauigkeiten addieren.
Auf dem Weg vom Acht- zum Sechzehneck fallen nicht mehr allzu viele Späne, vom Sechzehneck zum Rund sind es noch weniger. Wenn es den Handwerker nun auch juckt, seinem Werkstück sogleich eine möbelglatte Oberfläche zu verpassen, so ist es bei der Arbeitsweise eines Selbstbauers klüger, an dieser Stelle Halt zu machen. Allenfalls den Spurzapfen könnte man herausarbeiten und vielleicht auch schon den Untermast, der ja frei von Beschlägen ist, in seine endgültige Fasson bringen. Überall dort aber, wo Ringbeschläge auf den Mast getrieben werden, sollte man mit der Feinarbeit warten, bis die Beschläge fertig sind. Auf diese Weise hat man es viel leichter trotz Unebenheiten am Mast und an den Beschlägen diese genau auf die Stelle zu treiben, an der sie sitzen bleiben sollen. Und während die Beschläge in Arbeit sind, hat der Mast etwas Zeit zum Austrocknen. Nur mit dieser Methode läßt sich bei grün verarbeiteten Hölzern verhindern, daß die Ringbeschläge nach dem ersten Segelsommer 25 Zentimeter tiefer sitzen!


Feinarbeiten und Pflege
Stellt man die Oberflächenarbeit am Mast vorläufig ein wegen dieser Überlegungen, so sind sogleich Maßnahmen gegen das Reißen des Holzes zu treffen. Aus den frisch bearbeiteten Oberflächen entweicht nämlich enorm viel Feuchtigkeit, während die Schichten darunter nur sehr wenig verlieren. Trocknendes Holz schwindet aber nicht unerheblich, es entstehen Spannungen und die Oberfläche reißt ein (Windrisse). Besonders in der warmen Jahreszeit läuft dieser Vorgang sehr schnell ab, weshalb ein Mast in der kühlen Jahreszeit besser zu bauen ist. Verhindern oder zumindest eindämmen kann man das Reißen, indem man einerseits den Mast vor direkter Einwirkung von Sonne, Wärme, Regen und Wind schützt. Große Masten werden naturgemäß meist im Freien gebaut, so dass hier nur sorgfältiges Abdecken hilft.
Gute Ergebnisse hat eine lange, schmale Plane gebracht, die über dem Mast befestigt und nach unten offen war (ohne dabei hochwehen zu können). Hierbei entstand bei Sonnenbestrahlung unter der Plane eine Feuchtigkeitsglocke, die ein zu schnelles Trocknen verhinderte. Besonders wichtig ist es aber, die Holzoberfläche gleich nach Einstellung der Holzarbeiten weitgehend zu verschließen - durch dünne Holzlasur (Bondex, Benar-Öl, Owatrol), durch verdünnten Leinölfirnis oder verdünnten Klarlack. Zweimal dicht hintereinander in starker Verdünnung aufgetragen, ist dies zusammen mit der Abdeckung der wirksamste Schutz gegen das Reißen. Geht’s es an die Endarbeiten, so schleift oder hobelt man die Lasur wieder herunter.
Noch ein Wort zu den Ringbeschlägen: Auf dem roh zugearbeiteten Mast wird ihr Sitz markiert; mit dem Dickenmaß stellt man dann den geringsten Durchmesser an dieser Stelle fest (man wird fast immer feststellen müssen, daß der Mast trotz genauer Arbeit nicht überall gleichmäßig rund ist). Nach diesem festgestellten Durchmesser werden die Beschläge angefertigt. In der Regel werden sie auch nicht ganz rund und maßhaltig; die Verzinkerei trägt zuletzt noch einen halben Millimeter drauf auf das Innenmaß.
Zumindest der oberste Beschlag muß - genau wie der Masttopp - etwas konisch gearbeitet sein, besser ist, wenn alle es sind, und sei es nur an ihrem unteren Ende. Für einen Schmied soll das kein Problem sein, ein Schlosser sieht hierin wahrscheinlich eine Schwierigkeit. Er muß dann mindestens die untere Innenkante des Ringbeschlags so ausschleifen oder feilen, daß das Holz beim Auftreiben des Beschlags nicht beschädigt wird und sich dünne Späne vorm Beschlag kräuseln. Beim Auftreiben des Beschlages wird der Mast nach jedem Anpassen so lange bearbeitet (mit feineren Geräten wie Raspel, Feile und zuletzt Sandpapier), bis sich der Beschlag bis kurz vor den Strich schieben läßt. Das letzte Stück treibt man ihn, nachdem der Mast gehörig eingefettet wurde, unter gleichzeitigem Schlagen zweier schwerer Hämmer, so weit auf das Holz, bis er sich nicht mehr rührt. Um die Zinkoberfläche nicht zu verletzen, wird Hartholz oder ein Kupferhammer dazwischengehalten. Festschrauben wurde ich den Beschlag erst nach dem ersten Segelsommer - dann dürfte er nicht mehr weiter nach unten rutschen. Auf Rundhölzern ohne konische Verjüngung bringt man Ringbeschläge zum Halten, indem rings um den Mast drei Metallstückchen so eingelassen und befestigt werden, daß der Beschlag zuerst herüberrutschen kann, weiter unten aber auf ihnen zum Sitzen kommt. In das Ende eines Rundholzes wird oft eine Schulter eingearbeitet (rundherum eine abrupte Verjüngung des Durchmessers), über welcher der ebenfalls konisch gearbeitete Beschlag zu Sitzen kommt, ohne rutschen zu können (locker darf er natürlich nicht sitzen). Ringbeschläge haben nebenbei die Funktion, bei starken Belastungen ein Aufspalten des Mastes an seinen Enden zu verhindern. Deshalb muß ganz oben (Toppsegel oder Dirk) und auch ganz unten am Mastfuß stets ein stramm aufgetriebener Ringbeschlag sitzen. Solche Beschläge wurden früher Treibbänder genannt.
Die Mastbacken (Kälber)und Wantkissen werden aus Eiche oder anderem Hartholz hergestellt. Die Kälber liegen mit ihrer ganzen Fläche an dem vierkantig belassenen Mast an. Hierbei ist zu beachten, dass sie nach unten hin etwas in den Mast eingelassen sind; ihre Innenflächen laufen - übertrieben gesehen - nach unten hin etwas zusammen. Je nach Maststärke sind sie etwa 0,2 - 0,5 cm tief eingelassen; ihre Unterkante sitzt also auf einem Absatz von eben dieser Tiefe. Dies ist für den Halt von besonderer Wichtigkeit. Nach dem Aufleimen und Aushärten der Backen werden diese durch drei Klinkbolzen (notfalls auch Schraubbolzen, durchgehend) verstärkt. Die Wantkissen liegen auf dem Vierkant und den Kälbern auf und schmiegen sich von beiden Seiten an das Rund des Obermastes an. Ihre Außenkanten sind weich gerundet, so daß die Wantschlaufen nicht allzu jäh geknickt werden. Das Wantkissen wird, damit es auswechselbar bleibt, nur mit Fett oder Teer aufgesetzt und mit ein - zwei Schrauben befestigt.
Gleich nach seiner handwerklichen Fertigstellung muß der Mast wieder gehörig mit Öl oder Lasur behandelt werden. Lacken sollte man einen grünen Mast auf keinen Fall - man wurde sich damit einen gut versiegelten Fäulnisherd schaffen (Stockfäule, Blaufäule, Trockenfäule etc.). Ganz am Anfang ein Schlag Gift (Xylamon) ist nie verkehrt, der nächste Schlag könnte aus verdünntem Leinöl bestehen (kein Firnis!), vielleicht mit etwas Holzteer vermengt. Sowie diese Tinktur eingezogen ist ins Holz, sollten mindestens fünf Schlag Holzlasur folgen (s.o.). Von Owatrol wird ein Programm angeboten, das beim rohen Holz beginnt und mit anderen Lasuren bei der fertigen Oberfläche endet (Owatrol D1 & D2). Man sollte immer daran denken, daß ein Gaffel-Mast durch den Abrieb von Gaffelklau, Korallen oder Mastringen einigen Oberflächenbelastungen ausgesetzt ist, die besonders eine gute Durchtränkung und Grundierung des Holzes wichtig erscheinen läßt. Oft lassen sich durch die Kombination alter und neuer Methoden gute Ergebnisse erzielen - erst Leinöl und Holzteer, dann offenporige Lasuren wie die von Owatrol. Die Pflege im ersten und vielleicht noch im zweiten Jahr entscheidet über die Lebensdauer des Mastes. Läßt man ihn mangels Konservierung schwarzwerden, so nimmt er bei Sonnenbestrahlung besonders viel Wärme auf und reißt besonders tief ein. Ich habe schon so weit aufklaffende Risse gesehen, daß man seine Hand fast bis in den Kern schieben konnte.
Windrisse sind mit keiner Macht der Welt wieder zu beseitigen. Je tiefer sie gehen und weiter sie klaffen, desto mehr Fäulnisstoffe können sich in ihnen sammeln. Kleinere Windrisse sind eigentlich kein Grund zur Besorgnis, bei einem gut gepflegten Mast schaden sie nichts. Das wirksamste Gegenmittel ist wieder mal ein alt-erprobtes:
Man vergießt die Risse mit heißem Rindertalg. Dies muß natürlich am liegenden Rundholz geschehen. Weil Rindertalg bei Kälte bröselig wird - man kennt es z. B. von Meisenringen - versetzt man es einfach mit etwas gelbem Schmierfett (Stopfbuchsenfett). Damit wird es nicht nur lehniger, sonder paßt sich farblich auch besser dem Holz an. Ein Zusatz von 10 - 15 % schien mir immer ausreichend zu sein, gibt man zuviel hinzu, wird die Mischung im Sommer zu schnell flüssig und leckt heraus. Damit muß man ohnehin immer rechnen, besonders wenn die Risse über 8 mm breit sind. Abgesehen davon, daß es die Risse verschließt, wirkt der Talg nebenbei noch konservierend; die leichteren Bestandteile ziehen ins umliegende Holz ein, der verbleibende Rest nimmt eine harzige Struktur an und wird auch bei Wärme nicht mehr flüssig. In jedem Fall ist der Verguß problemlos überstreichbar z. B. mit Benar-Öl, wird dadurch sogar wieder aufgefrischt.
Nicht genug warnen kann man vor anderen Versuchen, beispielsweise Ausspritzen mit Kunststoffmasse. In Feuchtigkeitsperioden quellen Rundhölzer so erheblich auf, daß die Windrisse sich um Millimeter verengen können. Das Plastik wird dann herausgequetscht und steht über die Oberfläche hinaus wie häßliche Krampfadern. Schneidet man es dann ab, so bleibt in Trockenperioden nichts mehr über, und man kann beobachten, daß sich das Plastik seitlich von den Rißkanten löst. Wasser kann wieder eindringen, und im Schutz der Plastikreste gedeihen die unvermeidlichen Fäulniskeime dann besonders prächtig. Noch schlimmer ist das Verkitten - der erhärtete Kitt gibt bei feuchtigkeitsbedingter Ausdehnung nicht nach und führt damit zur allmählichen Ausweitung der Rißbildung. In jedem Fall findet das Wasser irgendwann den Weg in neu entstandene Ritzen und nimmt mit Frost und Fäulnis sein Zerstörungswerk auf. Bei breiten Windrissen wird man keine andere Wahl haben, als sie aufzustemmen oder zu fräsen und eine Leiste einzuleimen. Man tut gut daran, dafür ein weicheres Holz zu nehmen und die dahinterliegenden Zwischenräume mit Rindertalg auszugießen wie oben beschrieben.
Doch wegen der Angst vor ein paar Windrissen nun den sechsfachen Aufwand eines geleimten Mastes in Kauf zu nehmen, ist - jedenfalls aus meiner Sicht - etwas widersinnig. Dafür wird ein Baum in lauter Langhölzer zerschnitten, höchst aufwendig gehobelt und gefräst, mit teuren Leimen auf einer Mastbank mit 125 Schraubzwingen wieder zusammengeleimt, anschließend wie ein Vollholzmast wieder abgehobelt - alles für einige Prozent Gewichtsersparnis bzw. mehr Festigkeit, für Elektrokabel in der Mitte und wegen ein paar Windrissen - für klassische Yachten sicher angemessen, nicht aber für einen traditionellen Gebrauchssegler.
Dieser Text wurde verfasst von Joachim Kaiser. Der Autor stellt Ihnen den Text unentgeltlich zur Verfügung, um damit zur Bewahrung und Überlieferung traditionellen Handwerkswissens beizutragen.
Sollte der Text Ihnen weitergeholfen haben, bitten wir Sie herzlich um eine Spende an den Förderverein Rigmor von Glückstadt e. V.
- IBAN: DE51 2225 0020 0021 0502 02
- BIC: NOLADE21WHO
- Sparkasse Westholstein
Das Vernieten von Kupfernägeln
Schritt 1

Schritt 2

Schritt 3

Schritt 4

Schritt 5

Schritt 6

Schritt 7

